SP Series is Sweet in Hawaiian Sugar Plant

Much Better Up Time and $50K Flush Water Cost savings per year A sugar cane producer in Hawaii was having issues with previously installed slurry pumps, transporting wastewater through a production plant. The liquid was abrasive, and the customer used rubber-lined slurry pumps to deal with the sugar’s and plant fiber material’s tendency to scour […]
Happy National Almond Day!

Cornell Pump supports National Almond Day on February 16, 2018! Many of our pumps aid almond growers in California. According to the Almond Board of California, more than 130 million trees produced about 1.8 billion pounds of almonds in 2016. The 6,800 almond farmers grew nuts for the U.S., along with 90 other countries, and […]
Read about Cornell Cutter Pumps in Pumps&Systems
Ron Aceto, Cornell Pump Municipal Market manager was a feature article author in the September 2017 edition of Pumps&Systems Magazine. Ron’s article examines Cornell’s various approaches to fouling, ragging, and plugging, and how three generations of cutters with rotating and stationary elements address the task. Read the Article on the Pumps&Systems Website The article offers […]
Bulgarian Pivots Deliver

Italian-based Cornell Pump distributor Euromacchine has set up four Cornell 6HH pumps to provide irrigation from a lake in Bulgaria. Using a Valley Pivot irrigation system, the pumps are set two each in series, with a capacity of 4750 GPM/ 300 l/s, and pressure of 12 bar. Using Iveco 6 Cly Turbo engines, the pumps […]
Cornell Pump: Helping Irrigate California’s Central Valley

While California may be getting lot of winter rain currently, it is always good to plan for irrigation later in the growing season. Shown is typical pump station in California’s Central Valley. A Cornell 4RB-25 pump is on the system, producing flow of about 500 gallons per minute. This system can irrigate with either well […]
Manure Agitation Boat

Remote-controlled manure agitation boats can agitate an entire lagoon without tying up personnel and farm equipment and ensuring that the whole of the lagoon is evenly agitated. The boat uses a Cornell 6NHTB cutter pump.
Refrigerant Seal Replacement
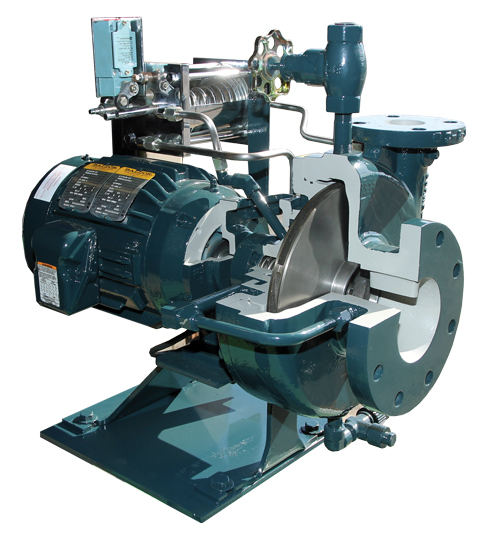
Cornell’s liquid overfeed and transfer pumps are designed and manufactured specifically for industrial refrigeration applications. With over 35 years of proven experience and reliability, Cornell has established the highest industry standard for premium quality performance in meeting the demands of the industrial refrigeration marketplace. Our products are engineered to be rugged and dependable and each […]
Non-Clog Pump Installation in Central Michigan

One of four 20NHF-VC20TB with a 24”x24” base elbow and a customer-supplied 350 horsepower, 720 rpm immersible motor being installed in central Michigan to replace a failing dry-pit station.
Cycloseal System
Learn about the innovative Cycloseal® System from Cornell Pump and how it extends the life of your pump seals.
Cutter-Auger Pump

“Flushable” materials cause serious problems for municipal pumping stations, as the materials clog pumps and cost a lot in repairs and downtime. The Salmon Creek Wastewater Treatment Plant in Clark County, Washington, saved hundreds of dollars a day using Cornell Cutter-Auger pumps to virtually eliminate ragging problems and improve flow.