
Celebrate National French Fry Day — July 13
Where Every Golden Fry Meets Cornell engineering.
Read More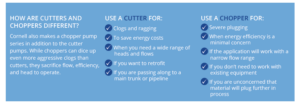
Cutters vs. Choppers: Choosing the Right Impeller for Modern Wastewater Challenges
As wastewater compositions evolve—with flushable wipes, fibrous materials, and grease-laden...
Read More
The Crucial Role of Metallurgy in Mining: Combatting Wear and Corrosion
In the world of mining, few factors impact equipment performance...
Read More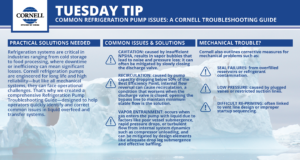
Solving the Most Common Refrigeration Pump Issues: A Cornell Troubleshooting Guide
Practical Solutions for Liquid Overfeed and Transfer Pump Applications
Read More
The RPM2™ Seeker Provides Satellite Tracking for Critical Assets
In industries like construction, mining, oil and gas, and agriculture,...
Read More
Cornell Pump Holiday Closure – Independence Day
In observance of Independence Day, Cornell Pump will be closed...
Read More
Introducing the FlexiBase™: Faster Installs, Smarter Support for Agricultural Pumps
When it comes to agricultural pumping systems, speed and ease...
Read More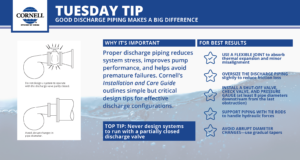
Tuesday Tip: Good Discharge Piping Makes a Big Difference
Recently, we shared best practices for suction piping. This week,...
Read More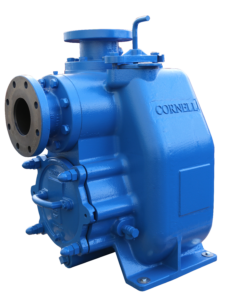
Cornell STX Self-Priming Pumps—Truly Efficient by Design
When selecting a self-priming pump, it’s easy to focus on...
Read More