
Cornell Pump Holiday Closure – Independence Day
In observance of Independence Day, Cornell Pump will be closed...
Read More
Introducing the FlexiBase™: Faster Installs, Smarter Support for Agricultural Pumps
When it comes to agricultural pumping systems, speed and ease...
Read More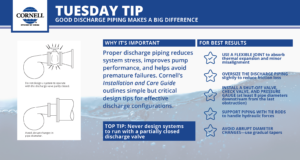
Tuesday Tip: Good Discharge Piping Makes a Big Difference
Recently, we shared best practices for suction piping. This week,...
Read More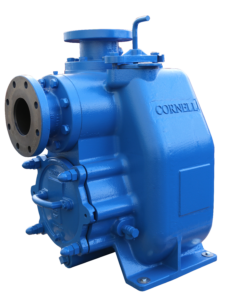
Cornell STX Self-Priming Pumps—Truly Efficient by Design
When selecting a self-priming pump, it’s easy to focus on...
Read More
Sizing a Pump for Drip Irrigation: A Practical Guide from the Field
By Ryan Hergenroder, Regional Manager – Southwest Agriculture, Cornell Pump...
Read More
Understanding Shaft Deflection—and How It Affects Mining Pumps
In high-demand pumping environments like mining, reliability is non-negotiable. One...
Read More
Delta™ Impellers Deliver Superior Solids Handling for Municipal Wastewater Systems
Municipal wastewater operators face an ongoing challenge: how to reliably...
Read More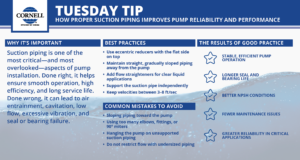
Tuesday Tip: How Proper Suction Piping Improves Pump Reliability and Performance
Suction piping is one of the most critical—and most overlooked—aspects...
Read More
How Cornell Rental Pumps Helped Reclaim a Contaminated Creek
When a serious PCB contamination was discovered in a creek...
Read More